
Airborne envisages the future where the composite industry has grown and matured, offering products and services to a greater amount of markets and applications.
The vision of Airborne is to make new designs of production lines, by means of automation and robotization. By doing so reducing the costs of production in the labour intensive processes.
For Airborne the stude nts of the minor Smart Manufacturing and Robotics 1 had to evaluate the possibility of adding vision to recognize the contour of a ply and make the robot adapt to the position of the plies.
The demands of the project.
- The end of arm tool does not need to be ply size adaptive.
- The project focuses on the principle of ply recognition via contour.
- The contours used for proof will consist of three different types and sizes.
- The complete pick and place time should be less then 20 seconds.
- A list of findings and recommendations will be made during and delivered in week 9 of the project to the company.
- The complete setup is to be controlled by an industrial computer (UP-board) and PLC/HMI.
The wishes of the project.
- The end of arm tool will be partly constraint in the Z-direction because of the height of the ply stack.
- The conveyor belt does not need to be moving constantly, a start stop movement is allowed.
- The complete pick and place time should be less than 10 seconds.
- The robot should move and think completely autonomic.
- The robot should recognize and place the ply according to a pre-specified orientation.
The solution of the problem is shown below in the I/O-diagram (Input/Output diagram).

The I/O-diagram shows the entire system made by the students of the minor. The I/O-diagram consists of different sections of the project, those sections are explained below.
Robot
The robot is the heavy industry Kawasaki robot, which is provided by the Hague University of Applied Sciences. By means of the own programming language the students made sure the robot could move and operate the end of arm tool.
In the setup of the project the robot plays a crucial part. The part of the robot is to pick up and place the plies from the conveyor belt to the different stacks. The robot is able to pick up and move the plies due to an end of arm tool, this tool is designed and made by the students.
The tool consists of three suction cups, a flange to connect to the robot and a connection to suck the plies to the cup. By using a valve the compressed air is transformed into suction. The robot can control the end of arm tool internal by another valve to shut of and start the suction of the tool.
Drawer system
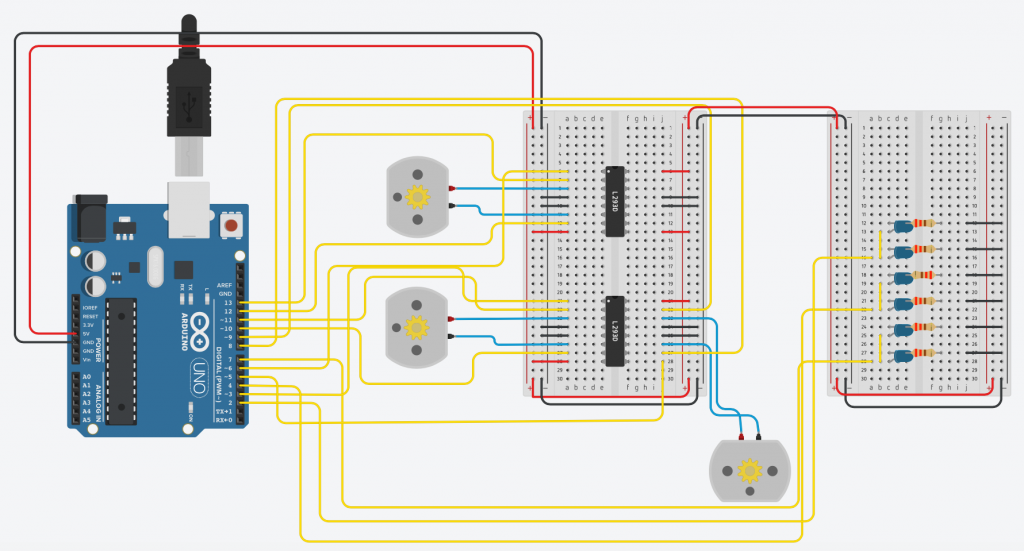
The drawer system is made to get the stack of plies out of the drawer for the operator of the system. The drawer system consists of three 12V DC-motors, two full H-bridges, six blue LED and an Arduino Uno.
The Arduino is the intelligent controller of the system, which will control the LED and the DC-motors. In the figure below the electrical circuit is shown.
The drawer system is connected to the HMI through the Up-board. This will make the remote controlling of the drawer system possible.
Vision system
By adding the vision system, the system can be used as a stand alone intelligent robot. The vision analizes the exact location and is programmed to handle the most challenging situations a human can predict. The major goal was the use of contours to compute the location, orientation and if a ply is on top. The program uses the contour to find the most upper sheet and as a final check for location and orientation. The code inside the contour is used to define the contour and corresponding tray and (if required) supply information to the end user.
Communication
By using a small single board computer such as the Up-Board the whole system is controlled by a cheap robust computer. The program running on the Up-Board is written in Python 2.7 and uses TCP socket programming to communicate with the Kawasaki robot and the Halcon vision program. The communication with the PLC is done with Snap7 for python. Snap7 lets you read/write tags and datablocks of the PLC, so you have full control of the PLC.
Conclusion
At the end of the project, we can conclude that we successfully accomplished the assignment of the client to implement the use of contours and vision in a ply picking robot system. The improvement of the situation now was the use of contour recognition. Due to the implementation of the contour recognition the total cycle time and accuracy of the system are better then expected.
One of the setbacks of the system was that the .xld files cannot be created automatically. Also the time Halcon uses for the recognition of the plies was longer than expected.
Overall implementing the system into the already existing ply picking system will be beneficial for the flexibility and efficient for the company.