Regal Rexnord Automated Steel Plate Unstacking
 Group members: Amy Cooke, Jochem Vliegenthart, Lorenzo Burgess Codato, Shivany Anders
Group members: Amy Cooke, Jochem Vliegenthart, Lorenzo Burgess Codato, Shivany Anders
In collaboration with Regal Rexnord, we have automated a solution for unstacking plates during the manufacturing stage of their conveyor belt links manufacturing process.
Regal Rexnord is a merged company of Regal Beloit and Rexnord Industries. They are involved in many industries and have operations in various nations. In the Netherlands, Regal Rexnord is developing innovative conveyor belts. This includes integrated belts that can transfer products in directions as required and belts which are flexible and adaptable to corners and curves.

Steel ‘blanks’ or ‘plates’ on racks after stamping at Regal Rexnord (Right).The links in the making of the conveyor belts are manufactured at the Rexnord factory. These blanks are cut on site from thin steel sheets (2.5mm) using a stamping machine. Once cut into shape these blanks are placed on a rack, then 6 racks are stacked atop one another creating one palette to be further processed as seen in the images right and below.

Our task this semester was to engineer a way to remove steel blanks from a static rack seen (Left) to be then placed into the next machine for further production. The company had implemented a non-optimal solution for this step so we were challenged with looking at the problem again and attempting to provide a better solution. The original situation at the company was a palette of blanks being placed at a fixed position to be unstacked. A mechanical arm then reached in between the racks and blanks to reach behind and pull the blanks from behind.
To optimise and effectively simplify this project we tried to understand exactly the problems we were setting out to solve. Our understanding revealed this issue had 3 steps, the removal of blanks, the transport of blanks and the placement of blanks into the filling station. The removal of blanks had challenges such as limited rack dimensions which left little space for equipment to reach blanks. The transport was constrained with the machine filling time of 50 plates per minute and finally the placement into the filling station required the ability to recognising the full/empty status of the filling shaft.
After much testing and discussion we tackled these tasks by using gravity, a collaborative robot and a specifically designed End-of-Arm tool. Removing blanks effectively without mechanical assistance was a top priority as the company already had this solution and were not satisfied with it. We harnessed the power of gravity to deal with this dilemma using this tilt to create movement of the blanks and allow a small open space above the blanks to be picked up from above. A collaborative robot is used to transport small loads of blanks quickly and reliably. Using the UR10 capable of 10KG payload, it picks up approximately 800g of steel plates making the transport highly safe and reliable. The End-of-Arm tool, designed after careful testing , picks up and separates the stack from the remaining row and releases blanks at the filling station.
Design of a new rack with a 20º incline ensured that gravity was working on our side and blanks slide forward after pick up seen (right). We created a CAD model of the current racks and adapted the frame to suit our new set up. In addition to the frame angle we also realigned the interlocking legs meaning racks can now be stacked one on top of the other giving each rack the acceptable slope seen in image (below).
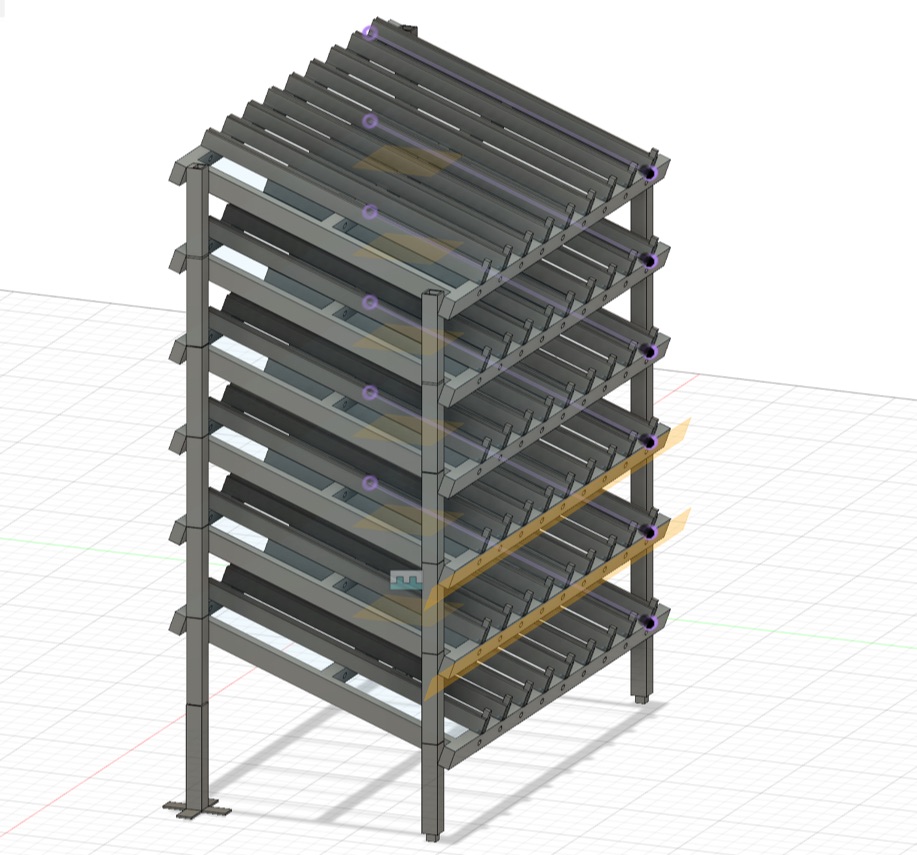
The elevated rack also allowed 75mm of unlimited headspace parallel to the rack before the next rack was stacked For our demonstration purposes the new rack design would not be manufactured, for our test purposes we built an angled ramp and adapters to achieve the same dimensional design in our test setup.
We utilized this space when designing the end-of-arm tool that fit in the limited space between racks (78mm). The idea is to use an affordable, low payload collaborative robot to move small batches of plates quickly and reliably. The thickness of the plates are 2.5mm this means, excluding some space for pins that is approximately 19 plates being picked up at once. It is crucial also that the plates are picked up at direct 90º angles as this ensures the blanks are placed correctly into the filling station on release. 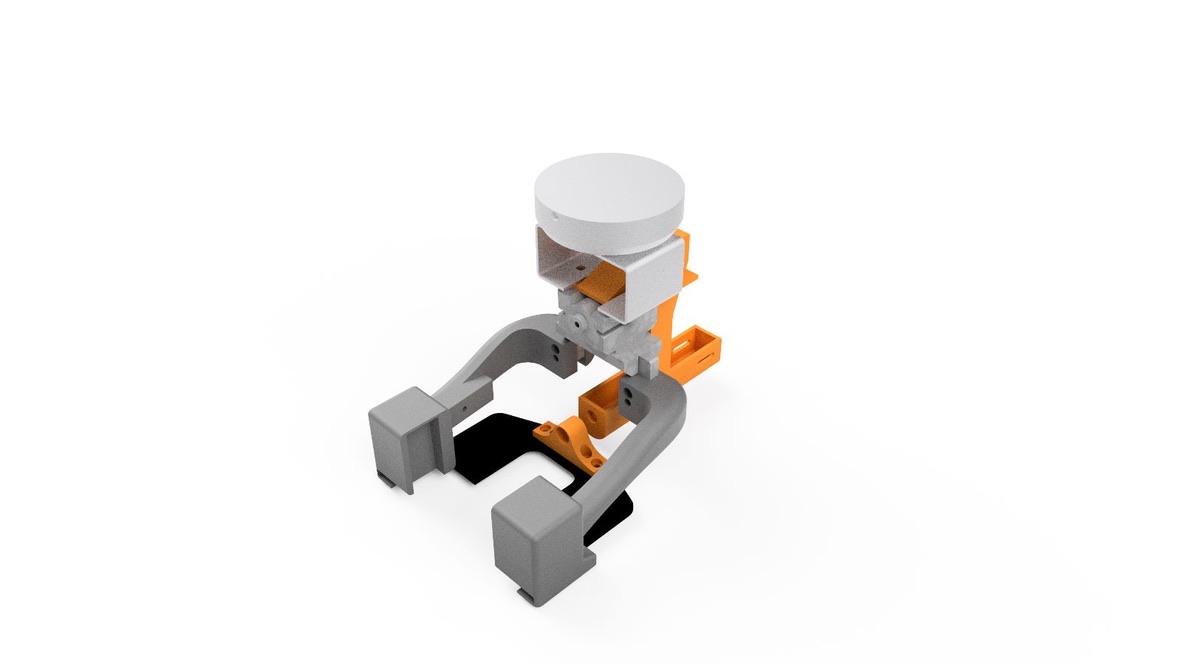 On pick up we realised due to an oily substance on the blanks, a separation element was needed. A pushing down mechanism was implemented using a piston to push down plates not being held by the gripper but by friction from the oil keeping extra plates attached to the stack. An infrared sensor mounted on the tool allows us to detect if a row has plates for pick up or is empty and no pick up is required. The sensor detects plates 5 to 10 cm from it.
On pick up we realised due to an oily substance on the blanks, a separation element was needed. A pushing down mechanism was implemented using a piston to push down plates not being held by the gripper but by friction from the oil keeping extra plates attached to the stack. An infrared sensor mounted on the tool allows us to detect if a row has plates for pick up or is empty and no pick up is required. The sensor detects plates 5 to 10 cm from it.
The built-in URScript of the universal robot arm enables effortless execution of pick and place operations. With this feature, we could smoothly control both the arm movements and the pistons on the customized end-of-arm tool. This provided us with a lot of flexibility in the distance between racks and machine, ultimately reducing the floor space. Additionally, the cobot allowed us to use an infrared sensor and the integrated force sensing of the robot arm to accurately detect empty rows and determine the machine’s input capacity. By considering all these factors, the cobot effectively maintains a feed rate of 45 parts per minute as required.