Students: Dimitar Prisadnikov, Job Valkenburg, Kaj van Beest, Shiyar Jamo
The company
Packland Packaging Lines is a machine builder based in Groot-Ammers that specializes in custom-built machines for the paint and chemicals industry. Common machines that Packland designs and builds include packaging machines, palletizers and depalletizers. Most of these machines handle a variety of shapes and sizes of buckets.


Current situation
Packland currently has a bucket destacker, where a worker manually feeds in stacks of buckets from a pallet. The stack of buckets needs to be aligned with the gate of the machine, with an accuracy of +- 4 degrees. The destacker then separates the buckets and a single file of buckets leaves the destacker. Although the destacker has a buffer where multiple stacks can be loaded, a worker regularly needs to come by and place a new pallet full of stacks of buckets in the destacker. This costs a lot of time and money, and the worker has to do a lot of hard labour, as a single stack can weigh up to 20 kg.
Assignment
Together with the client, the following assignment was drafted: “Design, build and test a robot that can pick up stacks of buckets from a pallet and place it in the machine in the correct orientation.” This assignment can be broken down into a couple of separate sections:
Gripper design
A gripper needs to be designed that can pick up stacks of buckets ranging from 3 -7 buckets while stabilizing the stack.
Detecting the bucket with machine vision
The buckets on the pallet need to be detected in different lighting conditions and locations. The machine vision must work for multiple types and sizes of buckets.
Detecting bucket orientation
The bucket orientation must be detected by the system. This only has to be done for the main bucket.
HMI
An HMI must be present to start the robot and get some feedback.
Solutions
When a pallet with multiple stacks of buckets is presented, the robot goes to a position where it has a good overview of the pallet. The robot decides which stack it is going to pick up first, and then slowly moves in front of the robot. The vacuumcups turn on, and then the robot makes contact with the stack. When the vacuum sensor detects the vacuum, the stabilizer moves down. Then the robot transports the stack to a platform in front of a new camera where the stack can be turned. The robot rotates the robot until it is orientated correctly.
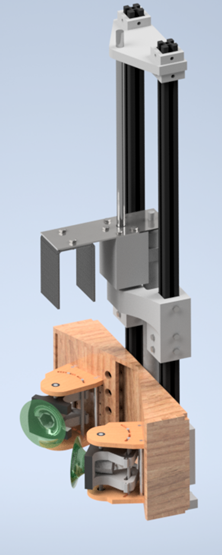
Gripper
The gripper consists of two main parts, The vacuumcups and the stabilizer. Both parts are shown in Figure 4. The gripper uses two vacuum cups both pressurised at 8 bar. Because the buckets are round, it’s hard to attach vacuum cups to the surface. To counter this problem, the vacuum cups can freely rotate. This means that the vacuum cups can attach to the buckets at the optimal angle.
The stabilizer grabs the stack of buckets from the top when the vacuum cups have created a seal at the bottom. The stabilizer consists of a pneumatic cylinder with valves to control the speed of the cylinder. The cylinder cannot handle any moment, therefore the stabilizer has a guiding beam that takes all the moment away from the cylinder. With the guiding beam, the cylinder can safely operate. The cylinder drives a metal plate up and down, this plate has a hook at the end of it to grab the buckets. In order not to damage the bucket, the hook is lined with foam.
The gripper also houses the camera, an Intel RealSense D435. This camera can see depth and colour at the same time.
Machine learning
The buckets are detected using machine learning with the YOLO model. This model allows you to train the model with your own pictures. This model is trained with pictures from different buckets, different stack heights, different lighting and different backgrounds. Because of this rigorous training, the model can detect buckets almost everywhere with high accuracy. The model determines the location of the buckets on the pallet, even if there are multiple stacks of buckets on the pallet.

Stack detection and pickup
An Intel RealSense camera, featuring colour and depth sensors, is integrated into the system for stack detection on pallets. By utilizing a custom YOLO machine learning model, the system identifies stack locations and communicates the pickup coordinates to the robot’s Programmable Logic Controller (PLC), prioritizing based on proximity to the camera. To ensure precision in pickup, an offset is implemented to correct for camera lens distortion.
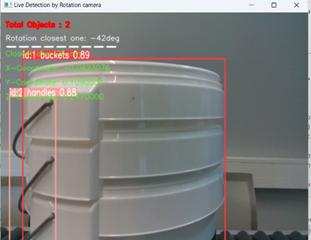
Bucket orientation
To determine the orientation of the stack of buckets, Opencv vision is used. A rectangle is drawn around the bucket stack, but also around the handles of the buckets. With these two rectangles, a calculation can be made to determine the orientation of the bucket. This method can detect the orientation with an accuracy of 4 degrees +-. In addition, the position of the handles (left or right) is also determined by using the two bounding boxes.
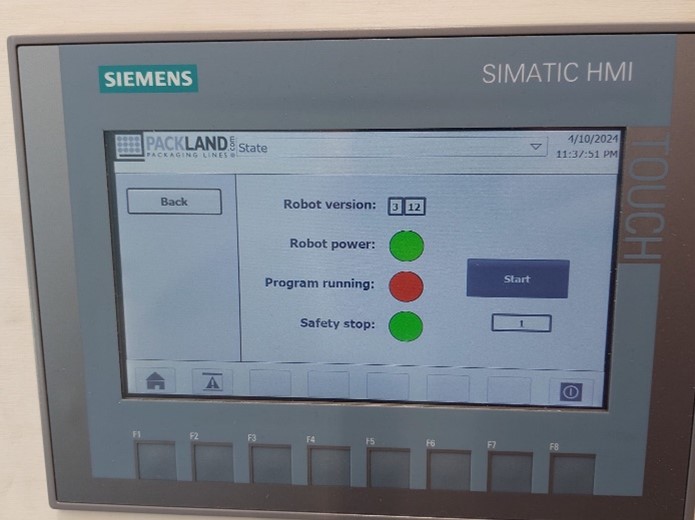
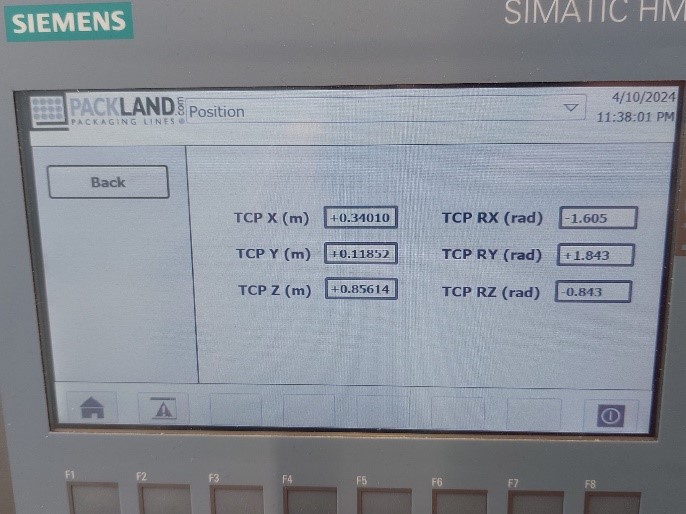
HMI
The HMI is a separate screen where the operator can see some data about the process of picking up stacks of buckets. The information that can be found on the HMI is the current state of the program, the current position of the robot and system diagnostics.
Conclusion
With the combination of the gripper, machine learning and computer vision, the robot is excellent at picking up the stacks of buckets from the pallet. Furthermore, the robot can rotate the stacks of buckets with an accuracy of +- 4 degrees. This means that the original assignment is completed.