

This Project was carried out for SMR1 during the February 2025 Term by Team Tidal Nexus: Isaï Borrias | Alexandra Banias | Luke Peverelli | Thomas Vrakking
Press Release
Tidal Nexus Introduces Automation Process to Streamline Refractory Anchors Production
The SMR team of The Hague University of Applied Sciences Tidal Nexus announces a new automation process to enable the acceleration of the production process of SILICON’s heat-resistant refractory anchors that are installed on burner pipes, cement plants, and FCC units.
Automating the Final Step of Anchor Production
The heat-resistant refractory anchors are produced entirely in-house by SILICON through a new process designed by the SMR team Tidal Nexus of THUAS that allows the packing of the anchors to be automated.
Prototype Successfully Presented – Awaiting Industrial Deployment
The presentation of the working prototype has successfully taken place on the 15th of April, whereafter the company took over the complete setup. The release date of using the project on the workfloor is in the hands of the company.
From Manual Labor to Streamlined Efficiency
The automation project focuses on the packing process of refractory anchors in buckets of 300 pieces each. This process will be automated by counting the anchors before they enter the bucket and by using a cobot for the purpose of putting the accessory bag in the bucket and the lid on the bucket. The lid is sealed with a pneumatically actuated lid press.
“The packing department is doing a lot of labour to fill a bucket and seal the lids at this stage”
– Koen van Mil
Production engineer at SILICON
The current process is done manually. The anchors fall into a box. When the box is full, it is transported to another department where buckets are being filled with anchors and using a scale, the operator makes sure that there are enough pieces inside. Afterwards, the bag with ceramic pieces and silicon packets (if needed) are put inside the bucket, the lid is closed and the bucket is being labelled.
How the System Works: Counting, Packing, Sealing
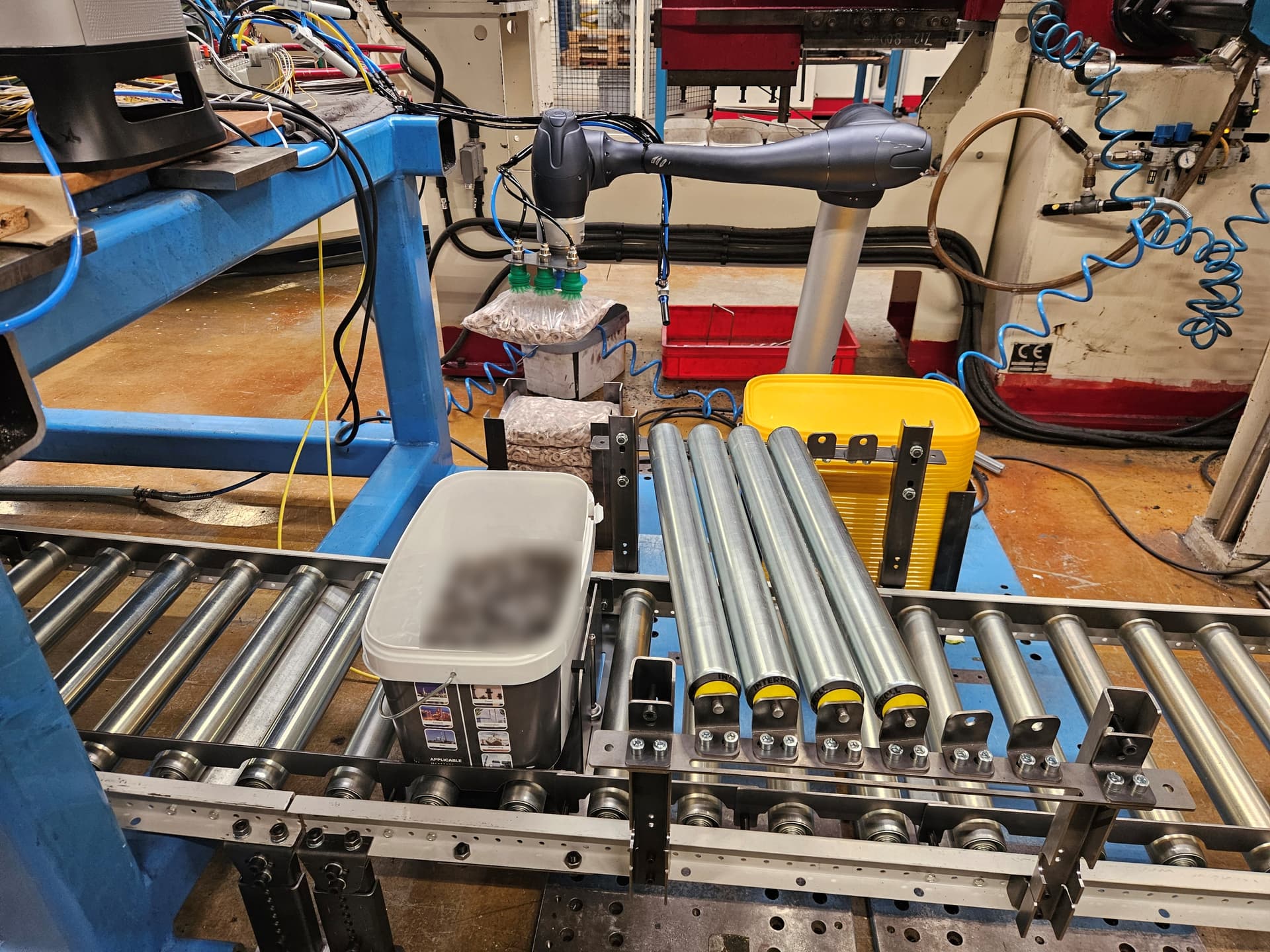
The solution designed and made by Tidal Nexus is a well integrated automated process to handle the last step of the refractory anchors production. Right after the production of an anchor, it falls through a chute where it is detected by a photoelectric sensor before it gets collected in the bucket placed on a gravity actuated conveyor belt. After a precise count of 300 anchors a piston gate will lower to let the full bucket through after which the gate will close again and another piston gate will lower to let a new bucket which was queuing be placed under the chute.
The full bucket has arrived in front of the cobot which will push it into a precise location on the conveyor belt. Afterwards, the cobot will pick up an accessory bag and lid sequentially. When this is done a piston gate will lower to allow two pistons with one-way flippers to pull the bucket through the lid press and seal the lid shut on the bucket.
Manual Reloading
The machine operator pushes the start button of the prototype and everything will be done by the system. The restocking of buckets, lids and accessory bags need to be done manually, as well as picking up a full bucket and placing it onto an europallet.
“it was an insightful experience to learn about implementing suction cups and cobots that inspire us for future projects”
– Koen van Mil
Production Engineer at SILICON
A Final Word
For more information about the automation process, contact Tidal Nexus today!
FAQ – Refractory Anchors Packing Automation
- What was the main goal of this automation project?
The goal is to streamline the packing process of the anchors by automating the filling of buckets directly at the production machine. This includes placing empty buckets and counting anchors during filling, as well as placing the bag of ceramic accessories and sealing the lid - all to reduce manual handling and increase efficiency.
- How does the system count the anchors accurately?
We implemented a real-time counting mechanism using a photoelectric sensor that tracks the anchors as they are dropped into the bucket through a chute. The method will ensure each bucket receives exactly 300 pieces before being replaced.
- What automation components are used?
We use the robot’s control box to control the system. Mechanical parts are custom-built using available resources like CNC milling, laser cutting, and 3D printing.
- Are the optional steps part of the final implementation?
Most of them. yes. The core focus was automating the bucket filling and replacement process, but optional steps such as placing the bag of accessories and pressing the lid were implemented. Placing silica gel packets into the system was dismissed because the system would overcomplicate and cause more issues at this stage than doing it manually.
- What resources were available for prototyping?
We have had access to a full production facility with tools for turning, milling, laser cutting, bending, and 3D printing. We also have had a budget to source additional parts as needed such as specialty suction cups and sensors.