Group Members: Hans Tack, Hugo González, Maximo Pacione, Sven Davids
Company Introduction
Royal IHC is shipbuilding company with an extensive catalogue of ships for multiple industries, including dredging, offshore energy, mining, and defense. Their ships vary in size as they can range between 24 meters to 167 meters. These ships are built at Kinderdijk and Krimpen by a large team of experienced workers, including expert iron workers and welders.
Problem
Each ship is outfitted with a wide variety of metal structures meant for different components. These metal structures, such as foundations for valve blocks, stairs, and railings, are made outside of the ship and then installed. The process of making these structures include measuring and cutting the metal pieces, tack welding the pieces, and finally welding them together.
Due to the decline in the availability of certified welders, Royal IHC is interested in exploring automated solutions. This is because new and exciting solutions for welding have been emerging and continue to develop. One of the processes IHC would like to automate is the welding process of metal structures.
Solution
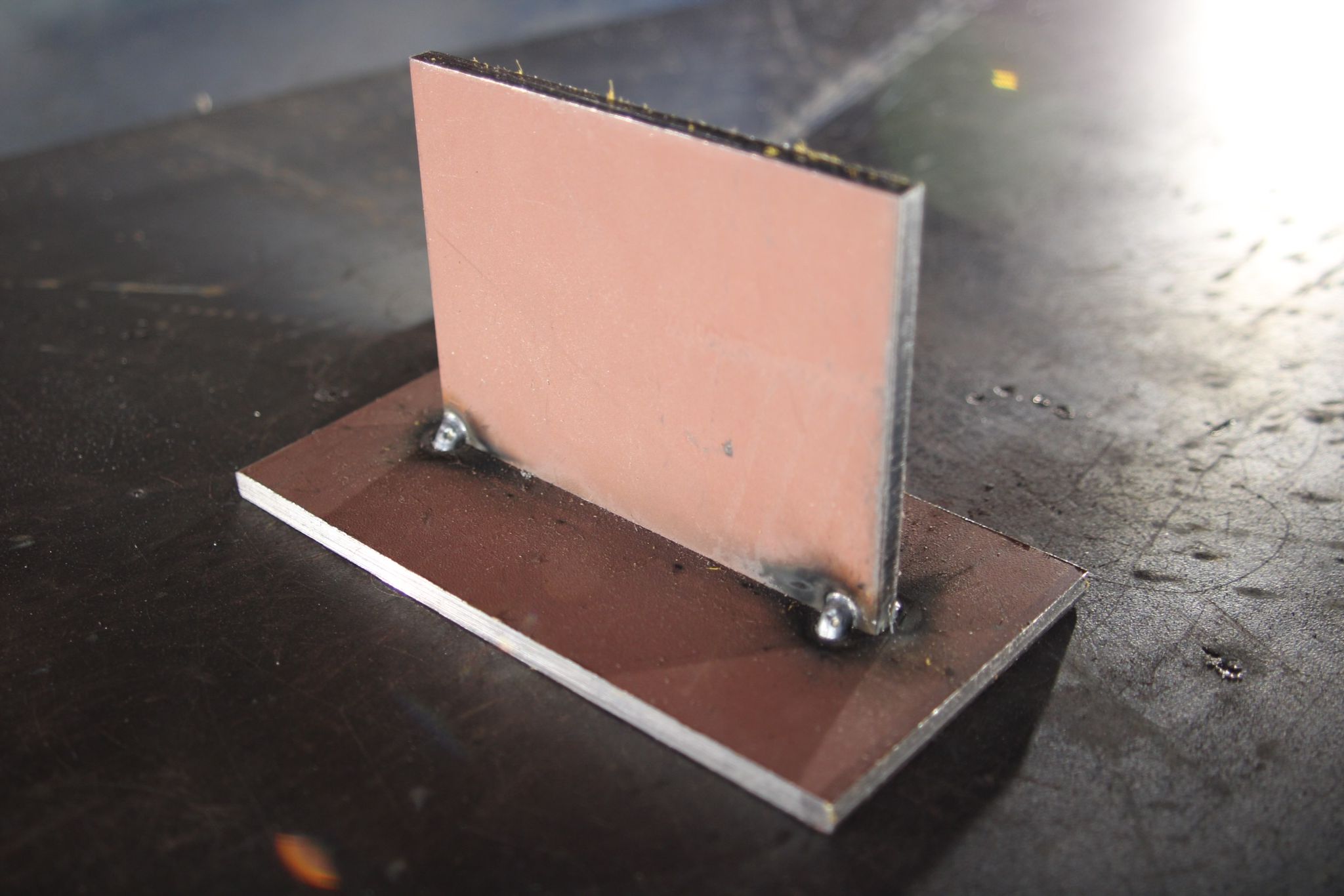
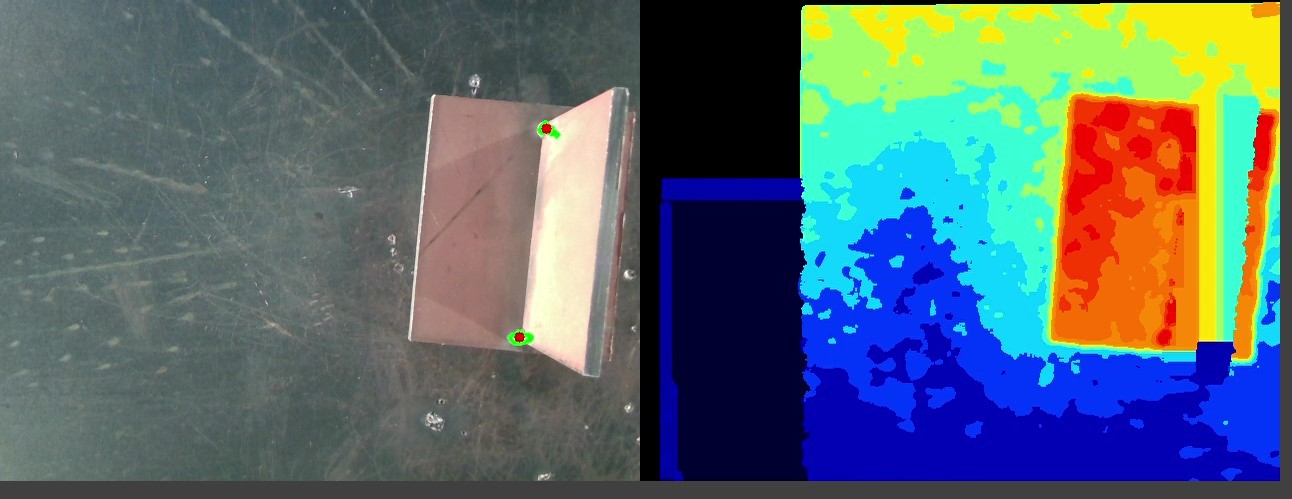
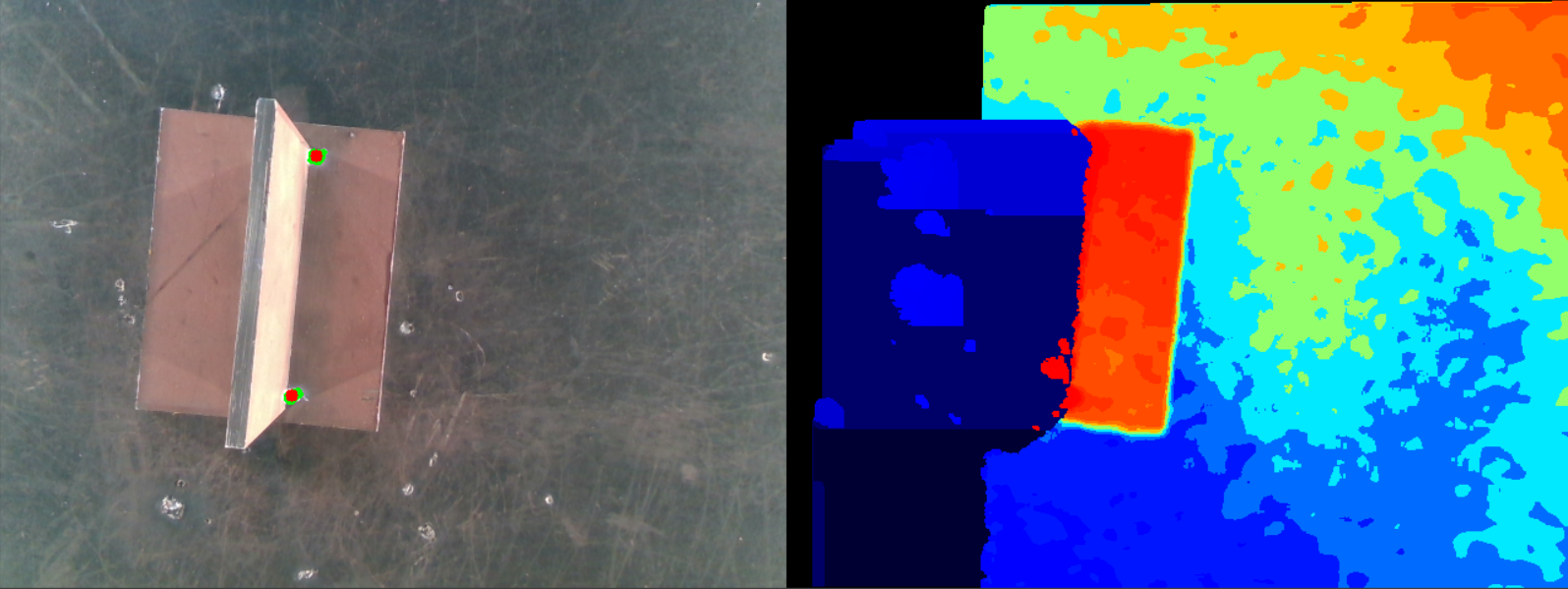
To solve IHC’s problem, the team developed a solution using a robot arm (Doosan 1013) and an Intel RealSense Depth Camera D415. Using the RealSense and Open CV libraries, a machine vision able to detect tack welds was created. In addition, an end of arm tool was made to hold the welding torch, and the camera. After, each aspect was integrated, and the final program was written to weld a two-sided plate to a metal plate, as seen in figure 1.
End Of Arm Tool
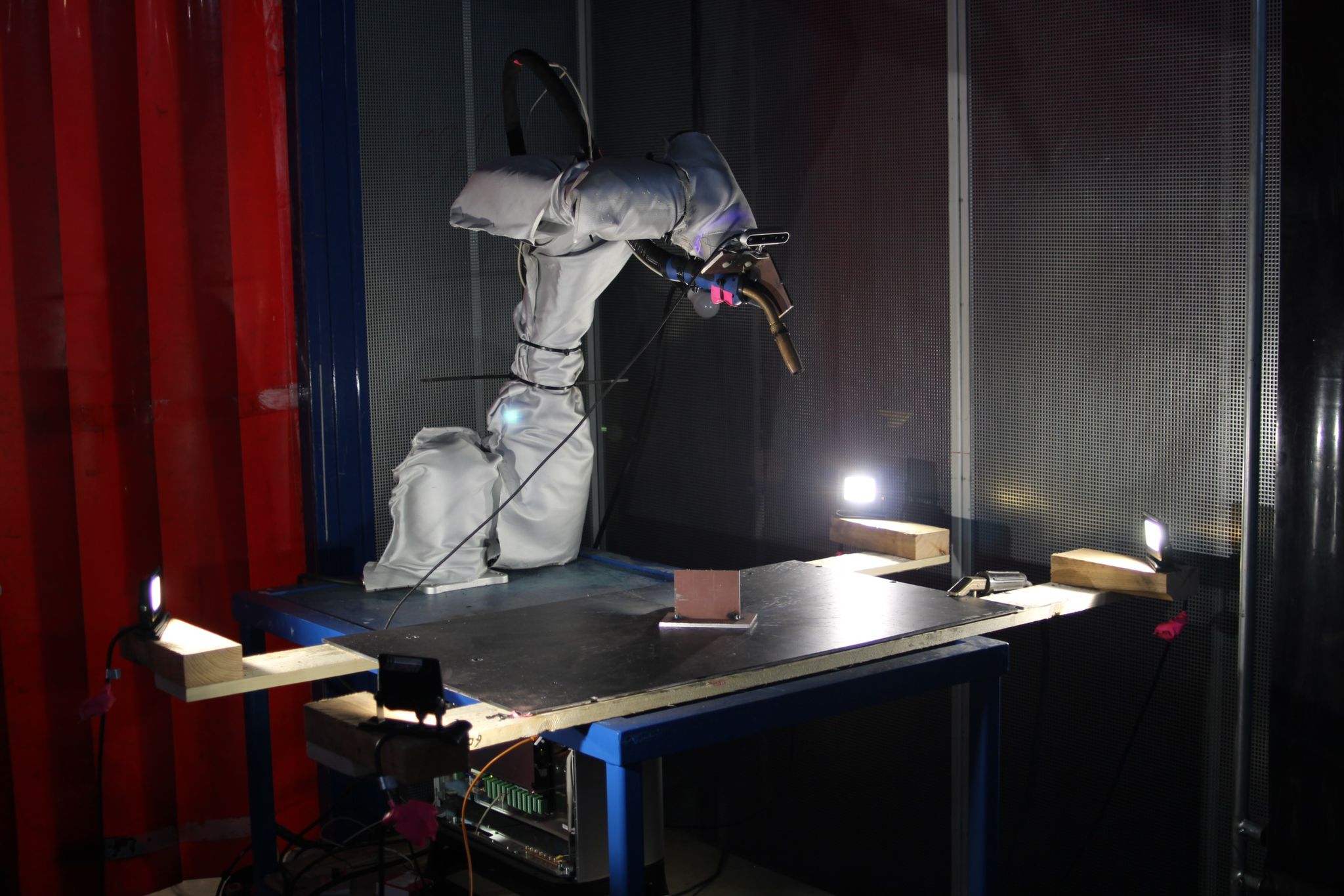
The EOAT is made from a bended steel plate with a mount for the camera made from a thin steel plate and a M6 bolt. The camera is placed at a 45-degree angle, so it faces away from the welding torch as seen in figure 2 and 3. This is done order to protect the camera from the welding splatter and strong light.

The welding machine is an analogue welder, which means we couldn’t change the parameters during the program. The welding torch is attached to the steel plate using zip ties. To connect the welding torch to the robot, the team removed the trigger and connected a cable to the connection point. The other end was then connected to the IO of the robot. By doing this, the welding torch can be activated within the program.
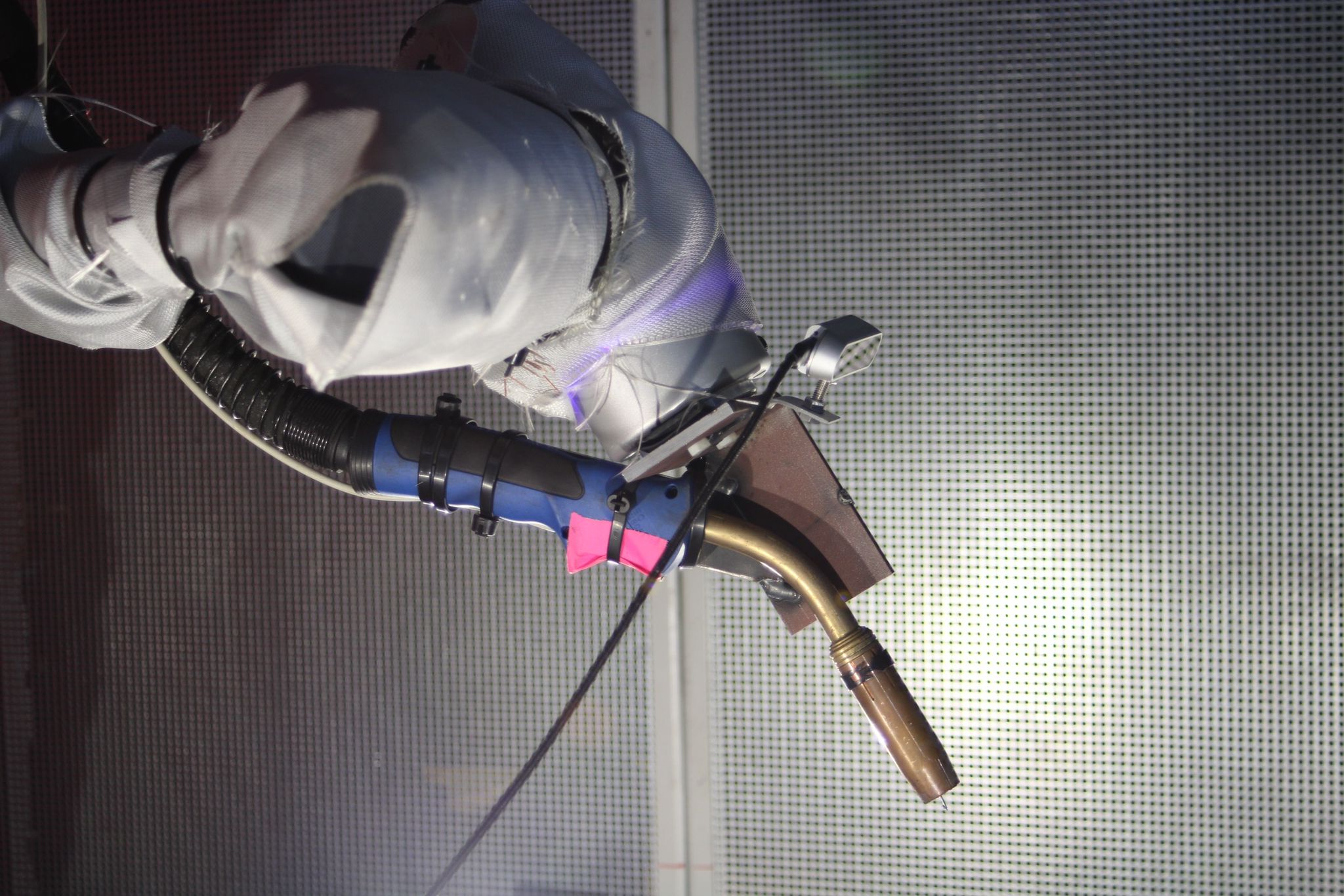
The EOAT is attached to the cobot using nylon bolts. In between the plate and the cobot, the team placed a piece of rubber. These measures where taken as an extra measure to protect the robot by insulating it from the torch.
Integration
The integration of the vision was a difficult task due to the Doosan’s software, but the team managed to find a solution by using a TCP socket. The socket allowed the team to send the motion commands to the robot through the Homberger Hub from the same python file where the vision is running.
The setting is important for the vision to work. The team painted the table black for the white tack welds to be clearly seen. In addition, four small flood lights are placed in each corner of table. This provides the proper illumination for the camera to detect the tack welds accurately.
Program
The robot first starts at the home position. It then moves above the table where the camera can have a full view of the welding area. Once in position, the camera activates, and the vision detects the location of the object.
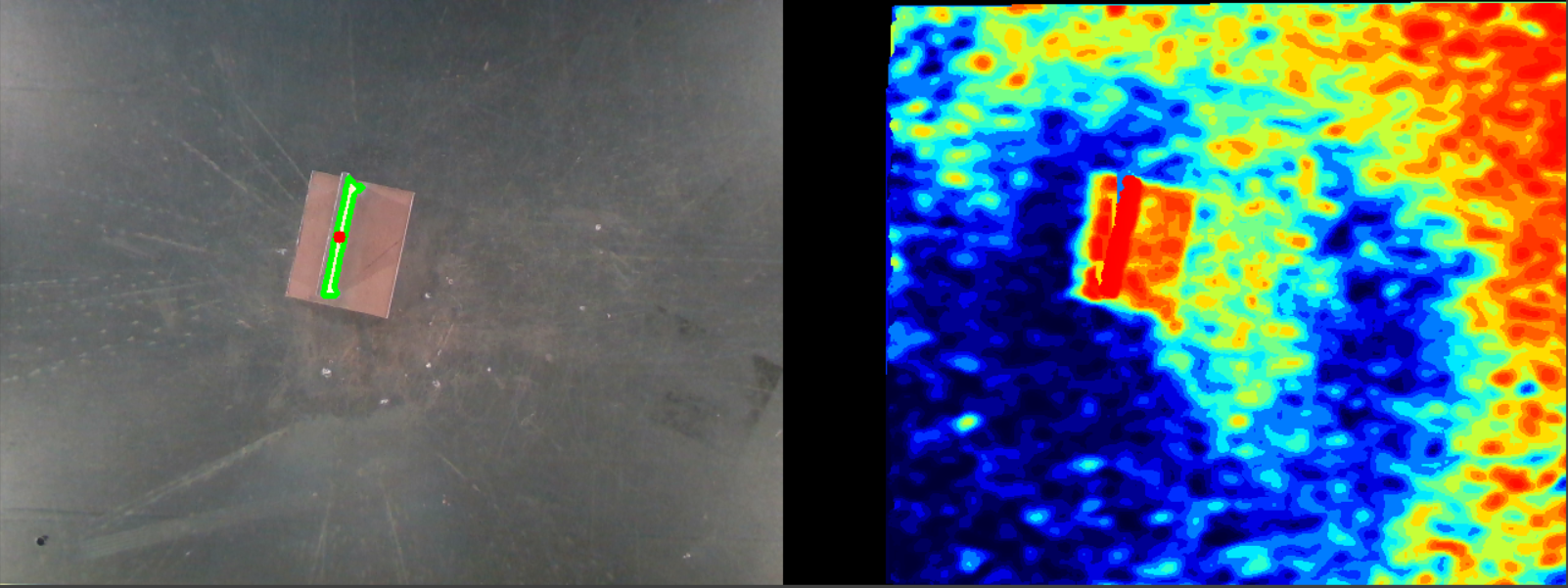
From there, the robot moves closer to the object. There it detects two points and stores the coordinates. Then it moves to the other side of the object and detects the other two points and stores them.
Once the coordinates are obtained, the TCP changes to the welding torch. The robot approaches the first point. The welding torch turns on and welds the first side. It then returns to the above position. This extra movement allows the welding torch to turn freely without hitting the object. There it turns and moves to the next side and repeats the process.
It finally returns to its home position and the object is ready to be removed from the table.
Important Decisions
This was a challenging project that forced the team to make some important decisions. One of these decisions was to focus on the vision and make a rudimentary EOAT. This decision was made due to a couple of factors. First, Royal IHC was more interested in the developing the vision and seeing what the possibilities within the vision are. Second, a final solution would be created with a different welding torch that is more compatible with the robot. In addition, steel was readily available to the team in the work environment, making it easier to create the EOAT with these materials. The team decided to move the attention from the EOAT into the vision, while still developing an EOAT that could fulfill its roll.
Another important decision taken was to obtain all the coordinates before it welds. This decision was made because, during initial trials, the smoke affected the accuracy of the camera. Due to this decision, it is important that the object does not move. In addition, the decision to paint the tack welds white was made as it aids the recognition. This was consulted with the welding teachers, and they agreed to the decision as it is a short extra manual step and doesn’t affect the quality of the weld.
The final important decision taken was to remove some paint from the welding table. This was done due to the lack of conductivity between the object and the table which caused the wire not to burn. This lead to the wire pushing the object until it makes a proper connection.
Acknowledgment
Finally, we would like to thank Stijn Festen for the opportunity to develop our automation knowledge and skills, as well for his time and support throughout the project. We also extend our gratitude to the welding teachers at Royal IHC for providing materials, equipment, and knowledge throughout the entirety of the project. On top of that we would like to thank Mathijs van der Vegt and Guus Paris for the tech support, as well as Thijs Brilleman for the project support.