Current situation
The oil tanks located in Rotterdam and other areas need to undergo maintenance in which they will be cleaned. As a part of this maintenance there are certain cracks in the tank that need to be repaired. To do this repair a metal plate is placed on the crack and is welded to the floor.
Currently there is already a robot involved. But only for cleaning the inside and locating the approximate location of the crack. Then an ATEX-certified worker goes in to the thank, to the damaged spot and starts the welding by hand. The ATEX directives are two EU directives describing the minimum safety requirements for workplaces and equipment used in explosive atmospheres.
Statement of the problem
The issue with the current way of working is that it is not preferred because of the explosive environment. Although the workers are certified and the equipment is as well, the ideal is to not jeopardize anyone. Also, the implementation of a robot can make the process faster.
The customer wants a robot arm attached to a carrier made by them. The whole module moves to the approximate location and the robot places the plate on the crack. Then with a vision system the robot will weld the plate onto the floor covering the hole and continue to another place.
Solution
The cracks in the tanks are already located by another robot. The goal is to attach the cobot to the crawler made by ID-Tec then pick up plates and weld them. The cobot will go to the located cracks and take a picture of the crack for the operator. The operator will select the crack with a bounding box on the HMI. The cobot will pick up a steel plate, from the storage on top of the crawler, place it on the crack and then weld the plate.
For this to happen, a Techman robot is used. The Techman cobot comes with some advantages as it has its own camera and the TM Flow software is easy to use. To test the pick and place system with vision the cobot was first mounted to a worktable. Also, because the plates for the attachment of the cobot on the crawler still needed to be designed in the first place.
Mechanical parts
Since the cobot needs to pick up plates and weld, a double end-of-arm tool is required. To pick up the plates we have decided with the client that we are going to use one big suction cup and a venturi valve. The welding torch needs to be mounted straight, so for the end-of-arm tool a bracket needed to be designed, so that the welding torch and suction cup can work but don’t get in eachothers way while operating.
To mount the cobot arm on the crawler, a bracket was designed to fit in between the tracks of the crawler. In the crawler is a swivel which can be moved by a piston. The bracket is also designed to attach to the cable of the cobot.

Storage for CB, WM and plates
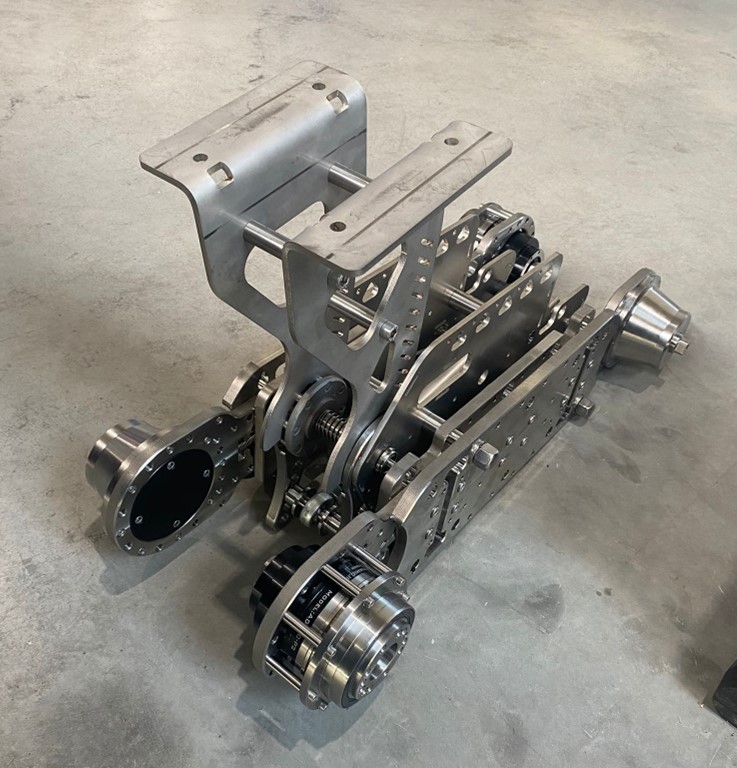
Crawler with bracket

Double End-of-Arm Tool
Not only does the cobot need to be attached to the crawler but the control box of the cobot and the welding machine need to be mounted on the crawler. The crawler needs to go inside of a tank that can vary in size, so keeping the control box and the welding machine outside of the tank is not an option. To transport these parts, some steel brackets/plates were designed. The control box is placed on the back of the crawler to reduce height. To efficiently use all the space since there is not a lot, the storage for the plates is on top of the control box.
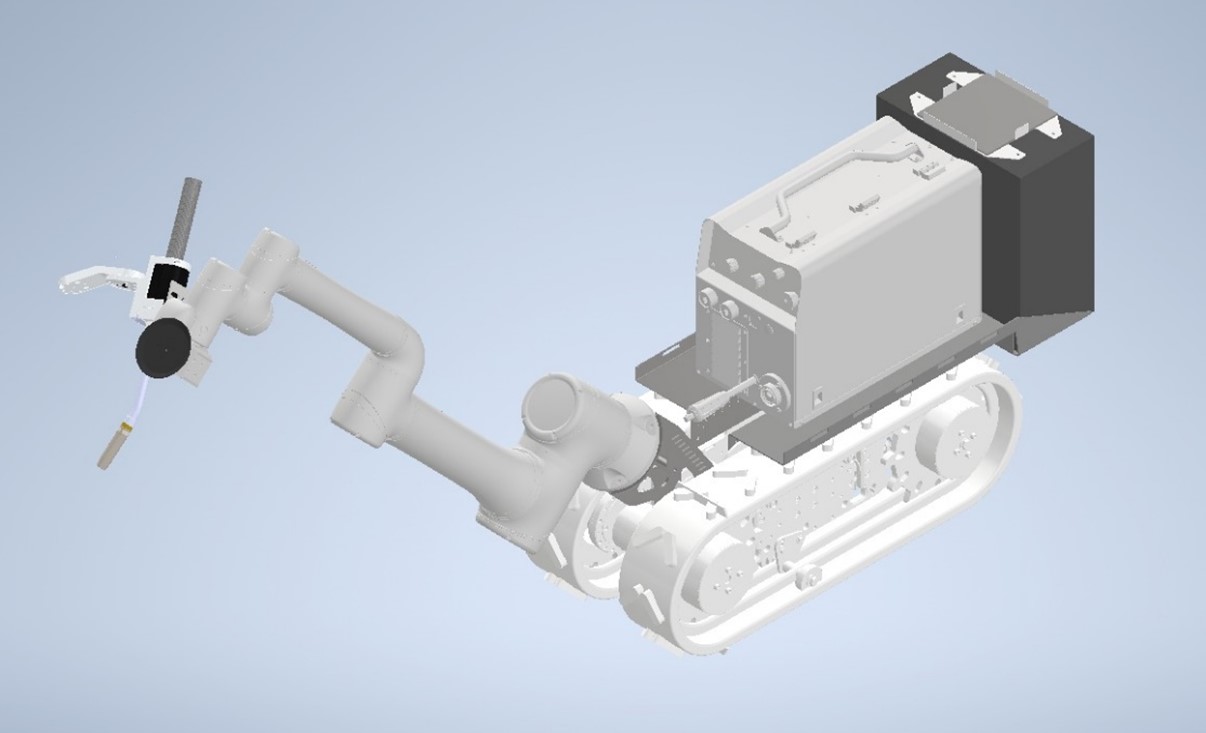
CAD-model
Vision and HMI
Techman has its own software (TM Flow) in which you can move the robot and use vision to detect the Techman Landmarks. The landmarks are stickers that the cobot uses for the orientation, shape and size of an object. The plates are provided with this landmark so the cobot can pick them up, move to the work area and then place the plate in the right position. The question was if the camera on the cobot was good enough as it is not a 3D-camera which can see depth. The TM camera is a 2D camera that calculates the approximate distance. Luckily, for our project the Techman camera fits the requirements. The software is running via python in which the camera, motions and welding is programmed.
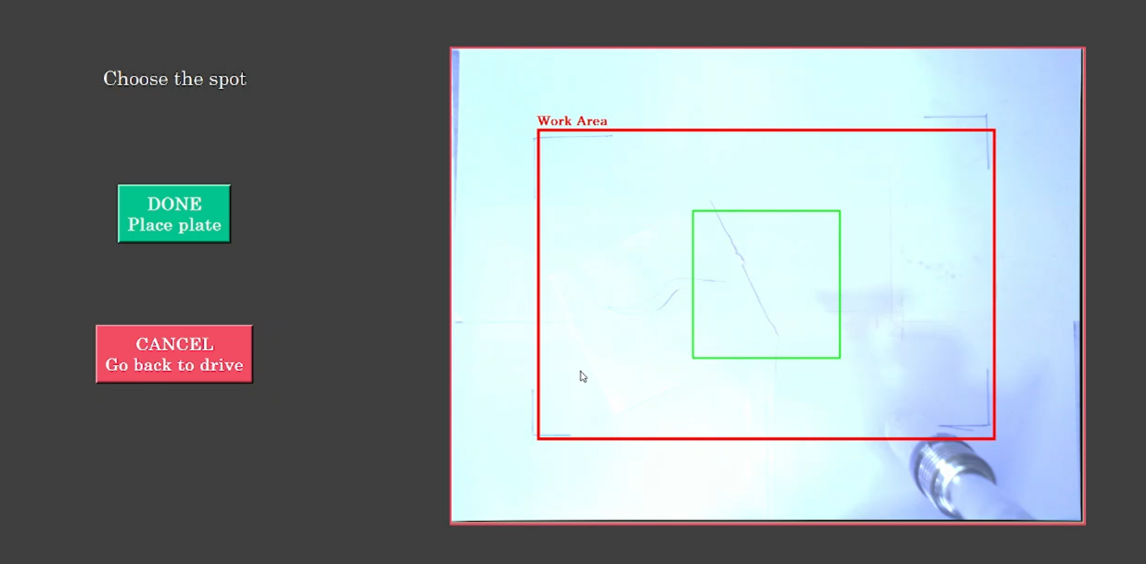
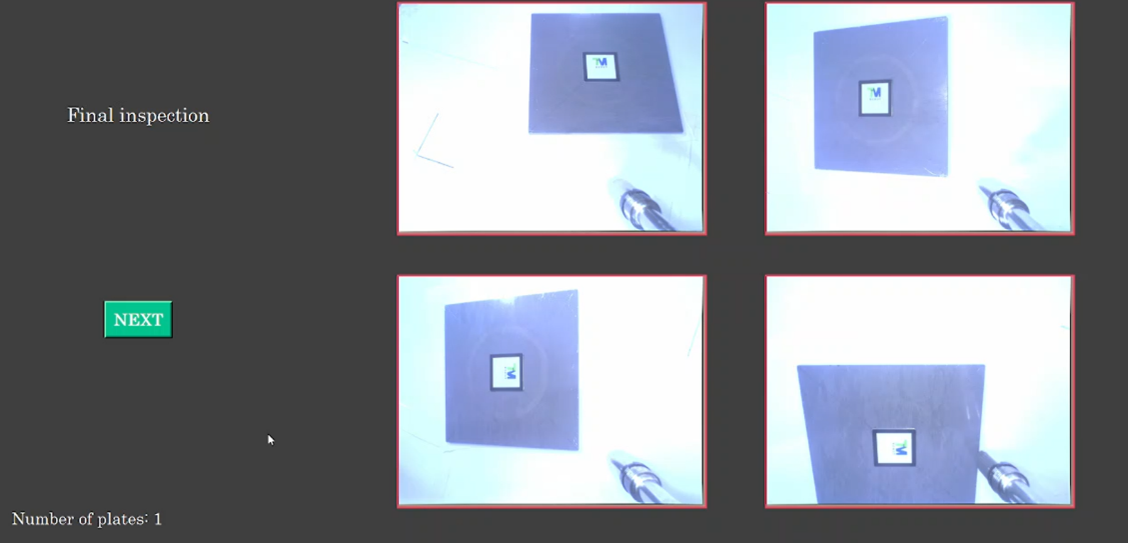
In doing so, with the help of python, the HMI is created for the operator. Because there is still an operator involved outside the tank to check if the process is going according to plan, an interactive HMI is required. Here the HMI shows a picture of the working area on which the operator has to select where the plate should be placed. The coordinates from the HMI are sent to the cobot for the placement of the plate.

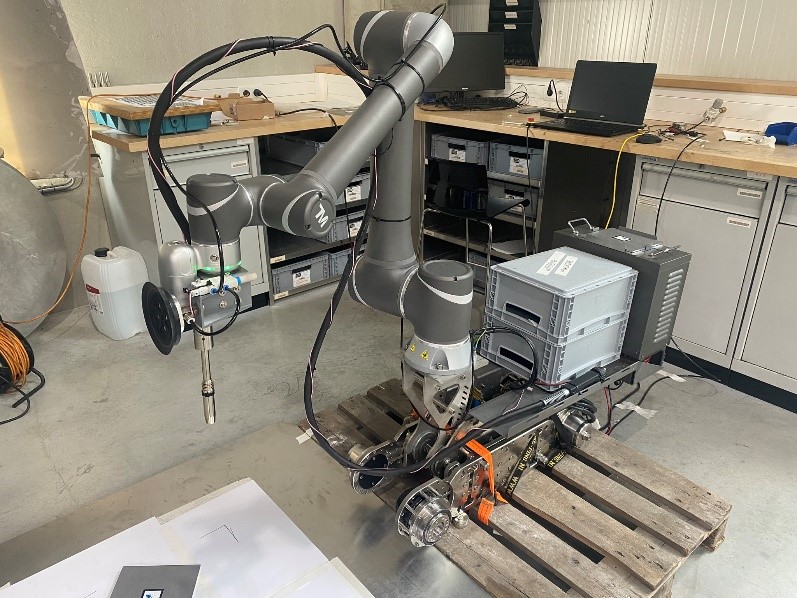
Project results
The cobot is mounted on the crawler but, due to some shipment issues, the tracks from the crawler are not attached yet. For mechanical reasons, the crawler is mounted on a pallet for stability. The height of the working area is leveled with a pallet and the cobot is able to pick up the plates from the storage and make a welding sequence. The welding machine didn’t arrive on time for the end of the project and therefore we could not test the effectiveness of our welding sequence. This being said, the company’s welding specialist approved of the moves the torch makes and it wouldn’t take much more work to get it welding in a real scenario.